RAD Torque Systems keeps its workforce intact with new automation system

Situation
Dan Provost, president and founder of RAD Torque Systems, Abbotsford, B.C., needed help in his company’s reshoring efforts so he enlisted Fastems, West Chester, Ohio, to be his automation partner. Provost started the company 30 years ago in his garage, and it is now a well-known manufacturer of industrial torque wrenches and accessories, providing the energy, aerospace, railway, and manufacturing industries with reliable tools. The company also produces its wrenches’ accompanying software and electronics, and even the gearbox bearings.
Fastems is a family-owned integrator with 5,000 worldwide installations that supplies pallet and robotic automation systems that all include a manufacturing management software (MMS) package. The partnership between Fastems and RAD Torque Systems is a perfect example of how automation and ingenuity can help keep jobs local. “We are not a jobbing shop at all,” said Greg Doughty, mechanical production manager, RAD Torque Systems. “We manufacture our own tools. We also develop the software, the hardware, the electronics. It all gets done here.” Offshoring was never an option for Provost or his employees. He was determined to keep all of the work in Canada and to grow his team with local staff. To keep manufacturing in-house while producing its torque wrenches at a profit, the company needs the best equipment possible.
Resolution
That equipment turned out to include a Fastems ONE flexible manufacturing system (FMS) and enterprise resource planning (ERP) software to keep the company’s two Okuma MB-4000 horizontal machining centres running. This was set up at the company’s original shop. The company’s newest shop also features a Fastems FMS to keep four more Okuma MB-4000 machines operating smoothly.
Doughty shared that the No. 1 reason for bringing on the Fastems system was to reduce setup times. He acknowledges that automation was an investment, but a necessary one.
“The number of people we would need on the floor and the number of vertical machines we would need running constantly—the footprint would grow exponentially to keep running at the volume we want to,” he said.
Four Okuma MB-4000 horizontal machining centres are the heart of RAD Torque Systems’ production shop. The three-level automation system connects the four horizontal units with 84 pallet places and three loading stations.
Doughty said that there was some legwork to do initially. In fact, Fastems does not even ship the product until certain shop criteria are met. This is to ensure a seamless integration period. When RAD Torque Systems was ready, certified technicians flew to the shop to complete installation.“They were incredibly thorough,” said Doughty. “Before they signed off on the system, they went over it with a fine-toothed comb. No shortcuts, no uncertainty.”

One of the technicians remained on-site for two weeks to help RAD Torque Systems’ team acclimate. The team was even tested for their retention and abilities. When the representative did leave, all parties were sure that the company was capable of running the system alone.
To get the most out of the system, RAD Torque Systems didn’t treat it as a plug-and-play operation. Instead, the programmers and operators took the time to input all part, machine, schedule, and shipping information. Fortunately, both Okuma and Fastems have a long working history and their products work well together to share data. RAD Torque Systems runs more than 320 programs on its system.
The four Okuma MB-4000 horizontal machining centres are the heart of the company’s production shop. Alone, they are capable of cutting many parts quickly and accurately. When connected to the Fastems FMS ONE system, those machining centres can take it to another level.
According to Robert Humphries, Fastems international sales manager for the Western U.S. and Canada, one of the reasons for three loading stations is to fill as many loading stations as possible when the time comes for the operation to run lights-out so as not to strain the machines’ spindles.
“In a typical lights-out operation, if you run anything unattended, you fill out the buffer of all of these pallets, and that creates pressure on the spindle. The pallets need to be unloaded and then replenished with new materials the next day,” said Humphries. “By having three loading stations, the folks at RAD Torque have the flexibility to ‘charge up’ the system and then make more parts first thing in the morning.”
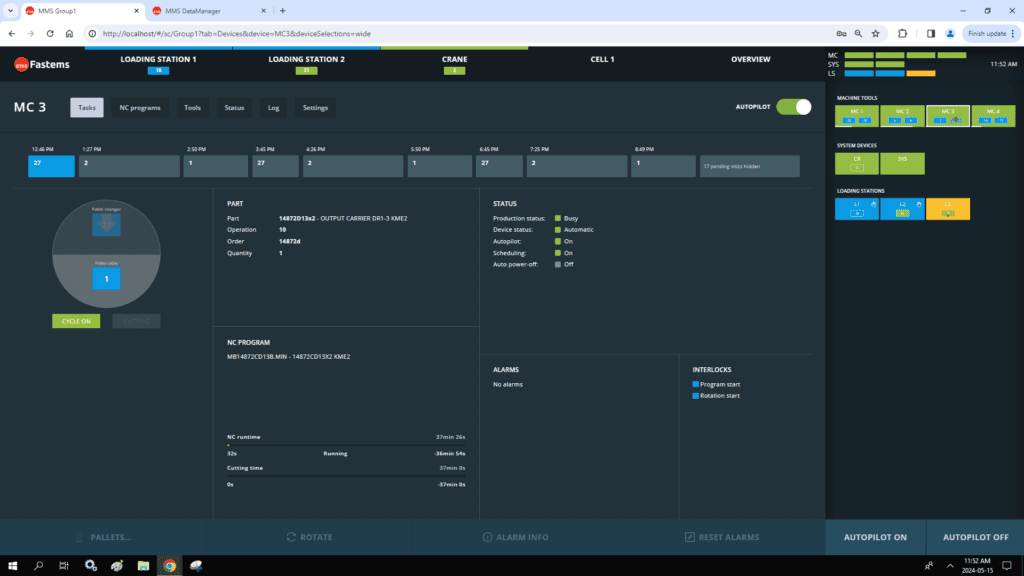
The automated setup is overseen and directed by a Fastems MMS. The MMS plans and schedules production according to priority and resource availability; organizes tools and materials by project; and provides easy-to-read, comprehensive production KPI reports. The reporting functions include machine status monitoring, remote alarm, production history, and a dashboard. Another module called Production Documents allows users to click on pallet details and access PDFs or drawings associated with the component being manufactured. Information can include all the “tribal knowledge” that exists about that part. The team simply needs to glance at the screen to determine spindle utilization rates and machine capabilities.
The automated production system leaves very few jobs to the employees.
Operators load parts into the loading stations. The pallet is moved to the back storage area until the software calls for it. Then, the rotary table system rotates it into an open machine and the machine starts cutting. When the part is finished, it is delivered to the loading station while a new table replaces it with a new part to be cut. Throughout the entire process, which repeats multiple times a day, all four horizontal machining centres are kept running.
Each machining centre is equipped with a tool matrix holding centre with a 220-tool capacity. The machines have around 218 tools each. This means that there is little to no waiting for a tool to come available.
Jared Earnshaw, machine shop supervisor at RAD Torque Systems, uses the system’s MMS to record exactly how production has changed since the Fastems technology was integrated. The machine spindles in the automated cells average 95 to 98 per cent utilization most days. Sometimes efficiency will drop when an operator goes in to prove out on one of the machines, but it is rare to see any metric below 90 per cent. Before installing the automation system, RAD Torque Systems’ efficiency measured around 45 per cent. Earnshaw also relies on the MMS to flag machines that are down and identify production bottlenecks.
The system lends itself to lights-out machining, which is something that Doughty and Earnshaw are considering for the future. Currently, the system is working so fast that it still makes sense to have someone on the floor 24 hours a day to check tolerances coming off the machine. Some cycle times are only three minutes long, and the QC work would grow too fast without an employee around.
RAD Torque Systems’ wrenches are planetary gear-driven, unlike conventional torque wrenches. This allows them to apply controlled torque with continuous rotation. They are designed to be safe and ergonomic; the motor is built directly into the handle. The shop runs three shifts every workday (and some shifts on weekends) and produces upwards of 4,000 parts every day. The company itself grows by approximately 15 per cent every year and this growth is kept right in Western Canada.
RAD Torque Systems, www.radtorque.com
Original article posted by Canadian Metalworking on September 11, 2024. Youtube video by Rad Torque.