Flender Meets Varying Customer Needs Fast – Fully Automated Production of Clutch Components
German gearbox specialist Flender invested in two turn-mill machining centers and Fastems Agile Manufacturing Cell (AMC) to manufacture high mix of components more efficiently. Compared to numerous operation specific machine tools they had earlier, their new system runs at many times higher capacity – around the clock.
Approximately 420 employees work at a 27,000 square meter coupling plant of Flender in Bocholt, Germany. They manufacture non-shiftable couplings, including gear, rail, fluid, and wind power couplings – as well as application-specific models. “We produce several thousand engine clutches yearly, each consisting of two halves. Every clutch is uniquely toothed based on the component’s requirements,” explains Günter Thebingbuß, Deputy Production Manager at the clutch plant.
Two Turn-Mill Machining Centers to Replace Numerous Job-Dedicated Machines
Before, the gears were produced using specialized machines. “Due to highly complex processes, we needed a large number of machines to manufacture our drive rings and coupling parts – the main components of motor couplings,” explains Günter Thebingbuß.
A few years ago, Flender started looking for ways to streamline their processes and reduce costs by minimizing the variety of machines and the personnel required. They explored turn-mill machining centers which would enable producing different gears using fewer machines. “In the context of motor coupling production, we chose two DMG CTX gamma 1250 TC turn-mill centers, among other equipment,” says Thebingbuß. “These machines also allowed us to incorporate gear skiving as a critical step in the production process, and we decided to automate production with them.”
Complex Requirements for Automation
Marco Krane, the main system operator responsible for Agile Manufacturing Cell, explains: “We wanted to automate the entire machining setup process. This involved not only loading parts and changing tools, but also setting up the necessary chucks for the workpieces. An automatic resource check had to be performed before each job, and the NC programs for each job needed to be transferred to the machines. Ultimately, the solution had to handle small to medium batch sizes and a high part variety – in a flexible manner.”
After discussion with several potential automation suppliers, Flender ended up partnering with Fastems to meet the complex demands of this project.

Agile Machining of Small Batches and High Part Variety
With AMC, Flender’s coupling plant was able to automate their entire material flow from raw material to finished product. Workpiece handling, machine setups, and changes of chuck jaws and cutting tools are fully automated. The system enables parallel operations – ensuring high machine and device capacity utilization as well as shorter throughput times.
“At the moment, we primarily produce drive rings for clutches with the system. Each order ranges from 20 to 60 pieces, with processing times of 30 to 70 minutes per part, and around 25 different material numbers. Additionally, we can produce small batches of just a couple of parts, on short notice if the part master data is available. Our production runs in three shifts, one being completely unmanned. End-to-end automation has allowed us to boost productivity and enhance our already high production quality,” says Thebingbuß, summarizing the successful automation implementation.

(Image: Flender GmbH)
How Is the Automation System?
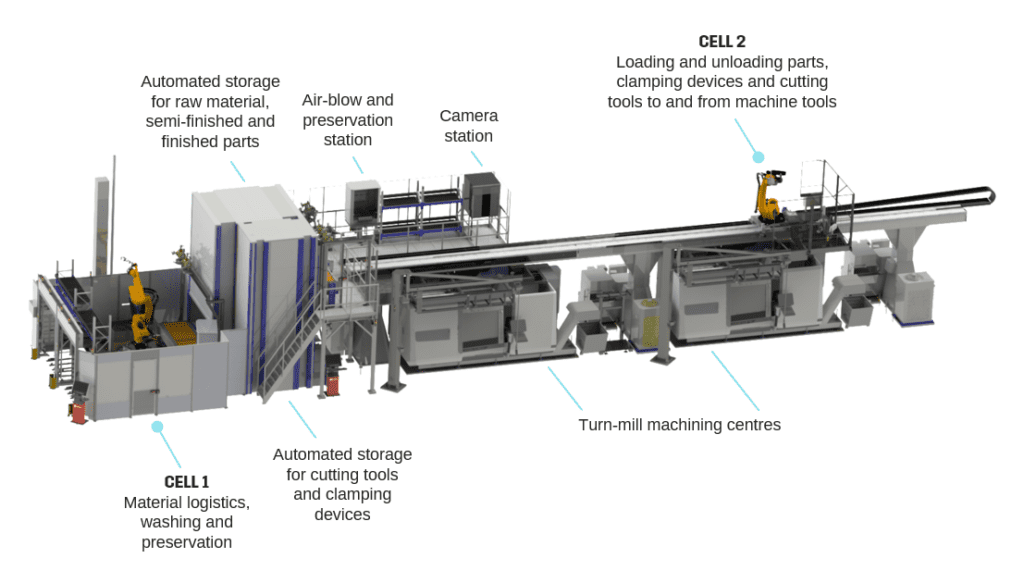
According to Stephan Limbach, Solution Sales Manager at Fastems, the automation system consists of two robot cells sharing a central tower storage unit: “Cell 1 handles material logistics: feeding raw materials in and finished parts out of the system. It also has an integrated washing and preservation station, as well as storage areas for raw materials, semi-finished and finished parts, cutting tools, and chucks.”
Cell 2 integrates the two turn-mill machining centers. Both machines have a main spindle and a 36-tool magazine, enabling flexible production of different components. The tower storage unit can store an additional 400 tools. Beyond handling the workpieces, the gantry robot at Cell 2 sets up the machines with the necessary tools and chucks. Every month, around 19 setup changes are required for the chucks on both machines, and approximately 30 tool changes per hour are performed in each turn-mill center.
Fastems’ Manufacturing Management Software (MMS) serves as the single control for the entire system. It automatically plans, executes, and monitors production based on the ERP system data. MMS also manages tools, monitors tool life, coordinates automated machine setups, and ensures that all resources (tools, clamping devices, NC programs, and raw materials) are available before starting production.
(Image: Fastems)
Innovations for Cutting Tool and Gripper Changes
The system also features several innovations for cutting tool and workpiece handling. MMS can pre-plan tool usage, ensuring smooth operation and avoiding machine stops due to missing tools. The cutting tools can be changed during machining – minimizing the job setup times and ensuring the AMC’s capacity is also well utilized.

In addition to storing high variety of tools, AMC includes a gripper magazine for automated gripper exchanges to handle the different workpieces, tools, and chucks. For workpieces requiring two-sided machining, there is an automated turning station. “We also have a camera station that allows for precise robot alignment of specific parts that require dual setups. For example, after being drilled in OP10, parts need to be positioned precisely in a machine chuck for OP20,” explains Marco Krane.

(Image: Flender GmbH)
“Our production runs in three shifts, one being completely unmanned. End-to-end automation has allowed us to boost productivity and enhance our already high production quality.”
